


| 產(chǎn)地 | 浙江 |
|---|---|
| 基本投資額 | 大于100萬元 |
| 加工設(shè)備數(shù)量 | 5 |
| 貿(mào)易屬性 | 庫存 |
| 經(jīng)營模式 | 自產(chǎn)自銷 |
| 發(fā)展模式 | 生產(chǎn)廠家 |
| 品牌 | 歐洋 |
| 加工定制 | 是 |
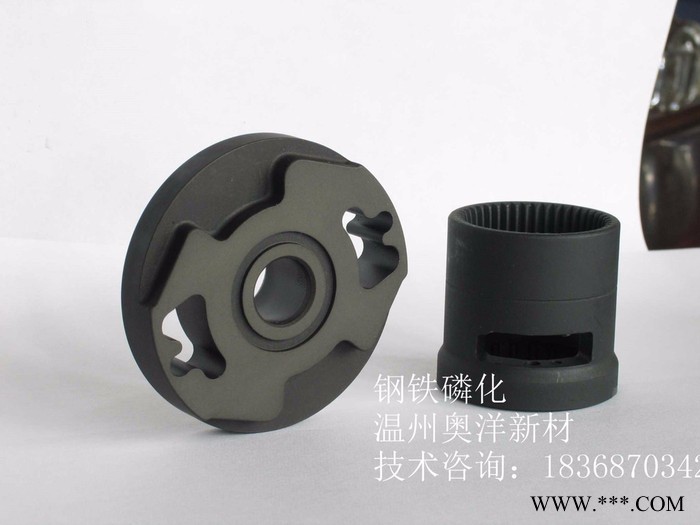
一、應(yīng)用說明:
本品系常溫條件下使用的除油、除銹、磷化、鈍化四合一鋼鐵工件表面處理液,浸漬、涂刷均可,適用于航空機械、汽車**、自行車、輕工機械、家具、戶外廣告等大中型鋼鐵工件在噴塑、噴漆、涂漆等涂裝前的表面處理。
二、主要特點:
A、 本品配槽與添加均單獨使用同一制劑,管理簡單。
B、 本品適用于只有輕度級油污和銹蝕的工件表面除油除銹磷化一次性處理,處理后可不水洗,不需經(jīng)常排放,簡化工序,節(jié)約生產(chǎn)成本。
C、 處理溫度為常溫,磷化膜呈灰黑色或彩虹色,且無掛灰或甚少,增強涂膜的附著力。
D、設(shè)備投資甚少,適應(yīng)性強,操作方便,勞動強度弱。
E、 操作環(huán)境好,無酸霧及其它刺激性氣味,不含NaNO2、NaNO3,對人工無危害且環(huán)保條件好,綜合成本低。
三、建議處理工藝過程:
預(yù)處理(人工或化學(xué)方法) →常溫四合一磷化液→ 干燥
預(yù)處理為在常溫四合一磷化液處理工件前用人工方法或化學(xué)方法清除工件表面的重油污和重銹蝕,在處理過程中適當(dāng)升高槽液溫度,可提高除油除銹磷化鈍化的處理速度及效果。在涂裝前應(yīng)用軟布條或用壓縮空氣清理工件表面的殘留物質(zhì)并確認被處理工件已經(jīng)干燥,以免影響涂裝質(zhì)量。
四、主要技術(shù)指標(biāo):
| 序 號 | 項 目 | 技 術(shù) 指 標(biāo) |
| 1 | 外觀 | 乳狀無色稍稠液體 |
| 2 | 配比(%) | 20-** |
| 3 | 槽液PH值 | 1.5-3.5 |
| 4 | 處理溫度 | 0 - 50℃ |
| 5 | 處理時間(min) | 3-20 |
| 6 | 使用方法 | 浸漬,刷涂擦洗 |
五、工作液的配制(以1000L槽液計算)及日常管理維護:
a) 根據(jù)被處理工件的表面污垢銹蝕程度可以配制不同濃度的處理工作液或原液使用。擦洗處理時**好處理兩次以上為好**次用原液OY-18的溶液擦洗,第二、三次用20%的OY-18的溶液擦洗,也可以只擦洗一次)!在每班前班后或在處理過程中經(jīng)常打撈槽液表面的油污及雜物以及槽底的沉渣。
b) 當(dāng)槽液顏色變黑及太臟影響處理效果時,應(yīng)棄掉槽液重新建浴。建議一般每5個月更換槽液重新建浴。
六、注意事項:操作時應(yīng)注意勞動和環(huán)境保護,盡量避免皮膚直接接觸槽液。
七、產(chǎn)品包裝:25公斤/塑料桶。
