





| 材質 | 不限 |
|---|---|
| 厚度 | 不限 |
| 用途 | 軋機 |
| 重量 | 不限 |
| 是否標準件 | 非標準件 |
| 樣品或現貨 | 現貨 |
| 是否進口 | 非進口 |
| 體積規格 | 重大型 |
| 滾動體列數 | 多列 |
| 滾道類型 | 直線滾道 |
| 使用特性 | 耐腐蝕 |
| 載荷方向 | 二者皆可 |
| 是否含油 | 否 |
| 是否自動調心 | 調心 |
| 內徑d | 200 |
| 外徑D | 不限 |
| 是否帶偏心套 | 否 |
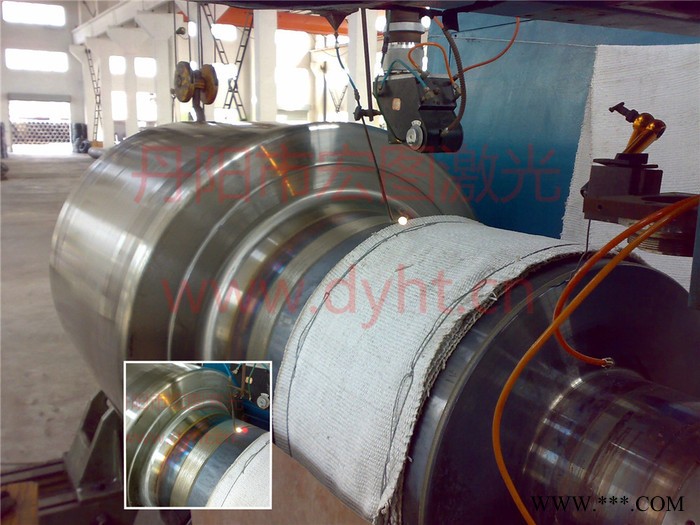
激光修復是利用激光高功率密度光束,由激光加工系統在數控控制下,在基體表面指定部位形成一層很薄的微熔層,同時以預置或同步的方式添加特定成分的自熔合金粉,如鎳基、鈷基和鐵基合金等,使它們以熔融狀態均勻地鋪展在零件表層并達到預定厚度,與微熔的基體金屬材料形成良好的冶金結合,并且相互間只有很小的稀釋度,在隨后的快速凝固過程中,在零件表面形成與基體完全不同的,具有預定特殊性能的功能熔覆材料層,從而可以完全改變材料表面性能,可以使價廉的材料表面獲得極高的耐磨性、耐蝕、耐高溫等性能。該工藝可以修復材料表面的孔洞和裂紋,可以恢復已磨損零件的幾何尺寸和性能。
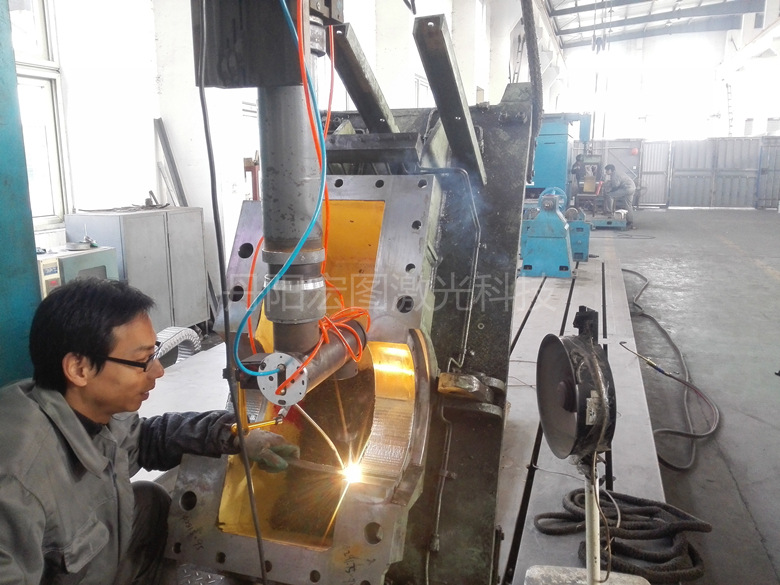
齒輪箱軸承位激光堆焊修復
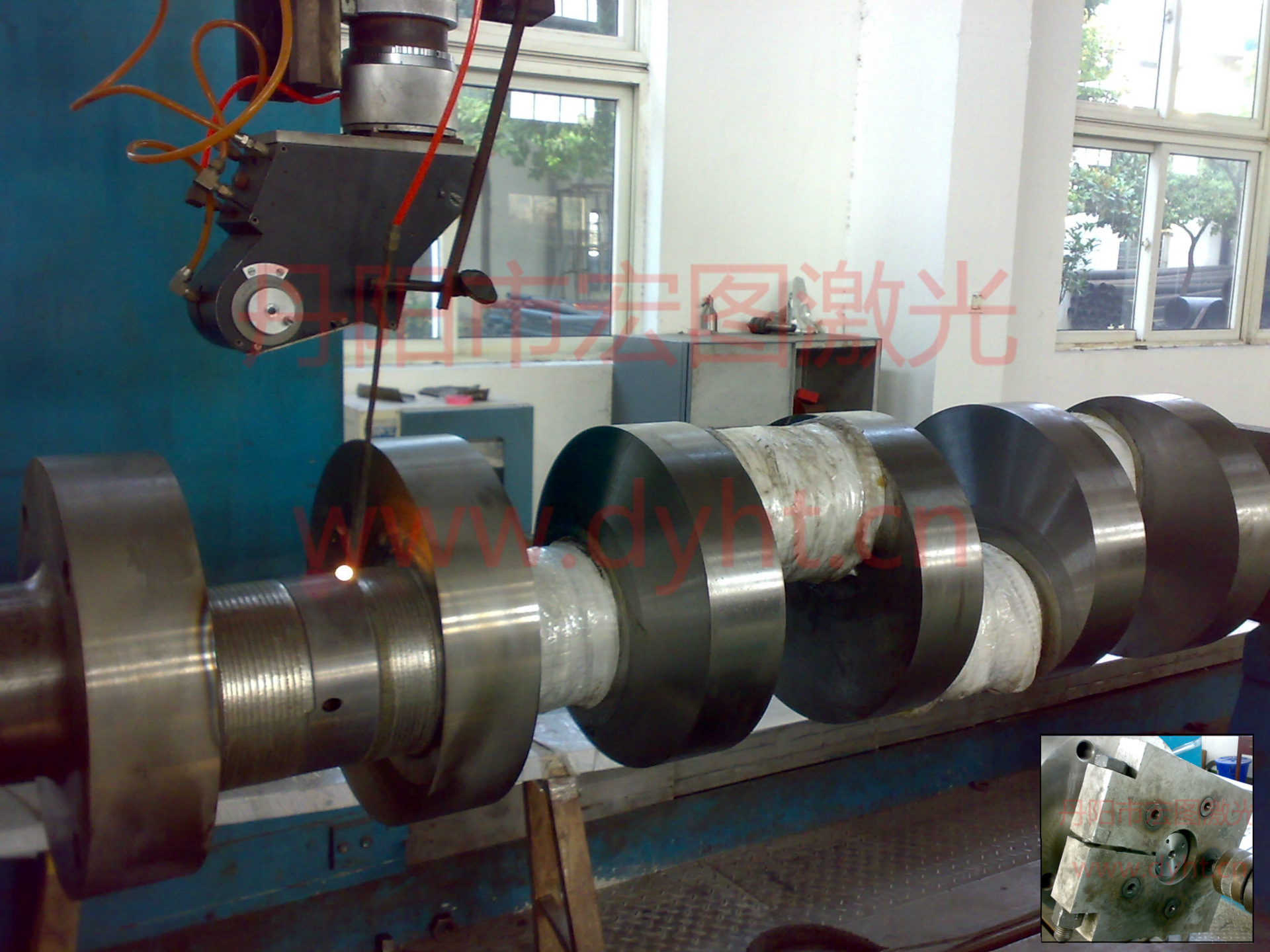
曲軸激光堆焊修復加工,硬度一次到位,無需后續熱處理
激光熔覆(修復)的特點:
1.冷卻速度快(高達106℃/s),屬于快速凝固過程,容易得到細晶組織或產生平衡態所無法得到的新相,如非穩相、非晶態等。
2.涂層稀釋率小于5%,與基體呈牢固的冶金結合或界面擴散結合,獲得涂層成分和稀釋度可控的良好熔覆層;
3.采用高功率密度快速熔覆,熱輸入、熱影響區和畸變較小,可降低到零件的裝配公差內。
4.粉末選擇幾乎沒有任何限制,可以在低熔點金屬表面熔敷高熔點合金;
5.熔覆層的厚度及硬度范圍大,可以熔覆厚度20毫米以內,18-60HRC硬度范圍熔覆層 ;
7.工藝過程采用數控控制,光束瞄準可以使難以接近的區域熔覆,自動化操作,方便、靈活,可控性強;
激光加工技術主要包含:激光表面相變硬化(淬火)處理、激光熔覆(修復)處理、激光表面合金化、激光熔凝處理等。




