







| 產地 | 河南 |
|---|---|
| 適用范圍 | 金屬熱處理加工 |
| 用途 | 淬火 調質 |
| 品牌 | 科創 |
| 質量認證 | CE |
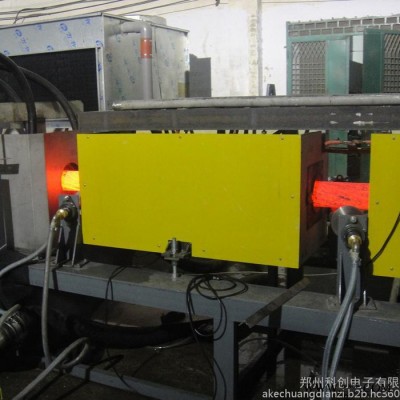
圓管鋼管鉆桿熱處理調質生產線
典型應用:
鋼棒調質生產線主要用途:各種金屬零部件調質熱處理、單體支柱、懸浮支柱、油缸、活塞桿調質熱處理等,同時應用于各種長度較短的鋼管、鋼棒一次性調質處理。

1. 鋼棒調質生產線主要特點:
中頻鋼棒調質生產線工作流程有儲料架、淬火進料機械、淬火加熱模塊、淬火出料機械、噴水冷卻系統、回火進料機械、回火加熱模塊、回火出料機械、噴水冷卻系統、卸料架等組成,采用理性化人機界面,PLC、工控機全自動控制。鋼棒生產線具有張力檢測與控制裝置,使鋼棒在恒定的微張力條件下進行加熱處理,由于溫度對產品質量具有十分明顯的影響,本生產線采用非接觸紅外線**,并具有淬火及回火溫度閉環控制自動調節功能,確保了產品質量的穩定性。
采用感應加熱技術,設計鋼棒在線中頻調質熱處理成套設備,實現鋼棒連續淬火加熱、噴淋淬火冷卻、連續回火加熱,計算機控制成套設備技術參數、熱處理工藝參數。與傳統熱處理工藝相比較,機械性能指標更高,晶粒度更細,耗電量更低,是值得推廣的高效鋼管調質熱處理工藝。
2.鋼棒調質生產線設計分析
鋼棒為中碳合金鋼,淬火溫度850~950℃,回火溫度550~650℃。淬火屬于居里點以上加熱,回火屬于居里點以下加熱。根據感應加熱特點為保證加熱效率,同時確保加熱鋼管芯表溫差小,得到合格的金相組織。感應器設計居里點以下選擇大功率密度低頻率加熱,居里點以上加熱選擇低功率密度高頻率中頻電源。按每小時2T產量設計淬火加熱中頻功率為650KW,回火加熱中頻功率為350KW,加上輔助設備用電,供電變壓器為S11--1250KVA/10KV/0.4KV。
3.鋼棒調質生產線組成
中頻加熱設備、噴淋冷卻部分、淬火上料部分、機械托輥傳送部分、回火卸料部分、中頻設備閉式冷卻系統、紅外線測溫系統、計算機控制系統等組成。
4.鋼棒調質生產線工藝參數的控制
1.工藝參數主要控制感應加熱設備參數、機械輸送參數、冷卻能力、加熱溫度、計算機自動控制等。
2.感應加熱設備參數 主要控制加熱設備功率、頻率、直流電壓、直流電流、中頻電壓,保證加熱不同規格鋼管參數的一致性、穩定性。
3.機械輸送參數 通過調整輥輪的安裝角度和電機轉速,保證工藝要求的線速度和自轉速度。
4.冷卻能力 連續多級噴淋冷卻使用水或淬火介質作為冷卻劑,具有很強冷卻能力。淬火時通過對水壓、水流量、水溫控制,達到工藝要求。
計算機自動控制 采用德國西門子PLC控制系統、觸摸屏顯示調節,配套紅外線**對工藝參數連續監控、記錄、存儲,實現參數可追溯性。溫度控制達到±5℃,硬度波動≤2HRC,處理后直線度≤0.5m
